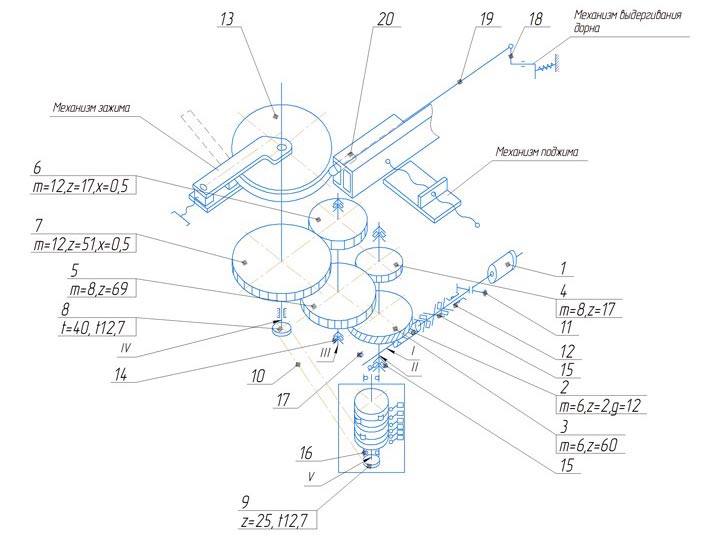
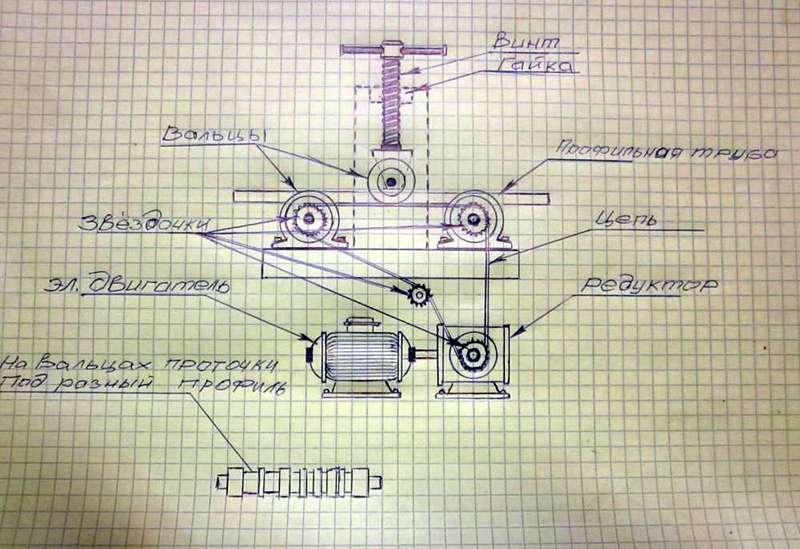
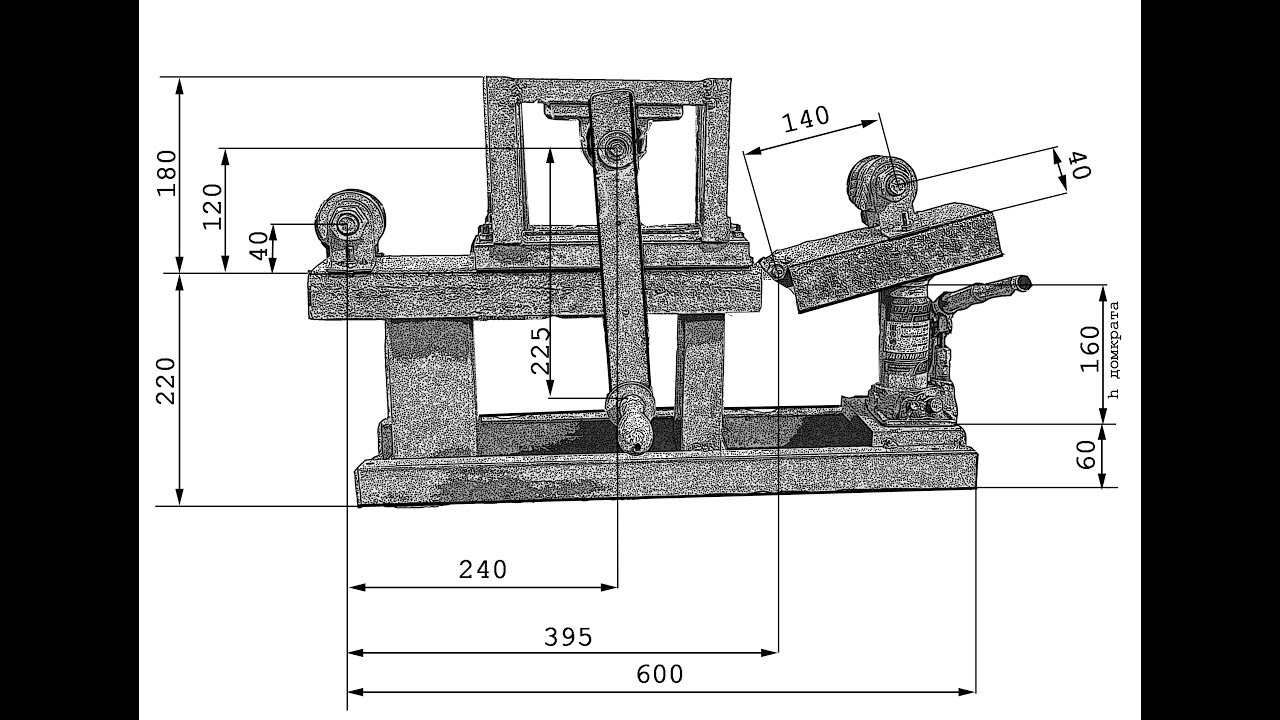
Схема профилегиба

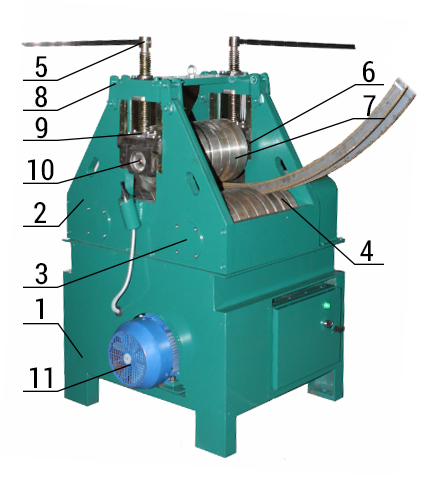
Профилегиб трехвалковый электромеханический ТЭМ-76х50
Предназначен для гибки различного вида профиля, позволяет производить изгиб с любыми радиусами. При помощи профилегиба можно изогнуть: трубы, балки тавр, двутавр , цельные и полые заготовки прямоугольного, квадратного и круглого сечения, полосу, швеллер и прочий металлопрокат. Профилегибы серии HPK идеально подходят для крупносерийного производства металлоконструкций, а так же прекрасно показывают себя в тяжелом машиностроении. Цифровой дисплей показывает текущее положение нижних валов. Крайние позиции нижних валов, могут быть ограничены с панели управления.






 - создание преднатяга")






Классификация трубогибов, профилегибов. Виды и их особенности.
Профилегиб - это гибочный станок, работающий способом вальцевания, на котором чаще гнут профильный прокат: швеллер, тавр, двутавр, квадратные и прямоугольные трубы, уголок и т. Гибка профильного проката предполагает наличие комплекта оснастки из трех роликов, соответствующих проскости гиба и форме сечения изгибаемого профиля. Анализ конструкции профилегибов указывает на сложность одновременного обеспечения высокой производительности и высокой точности радиусов гибов.







 - создание преднатяга")


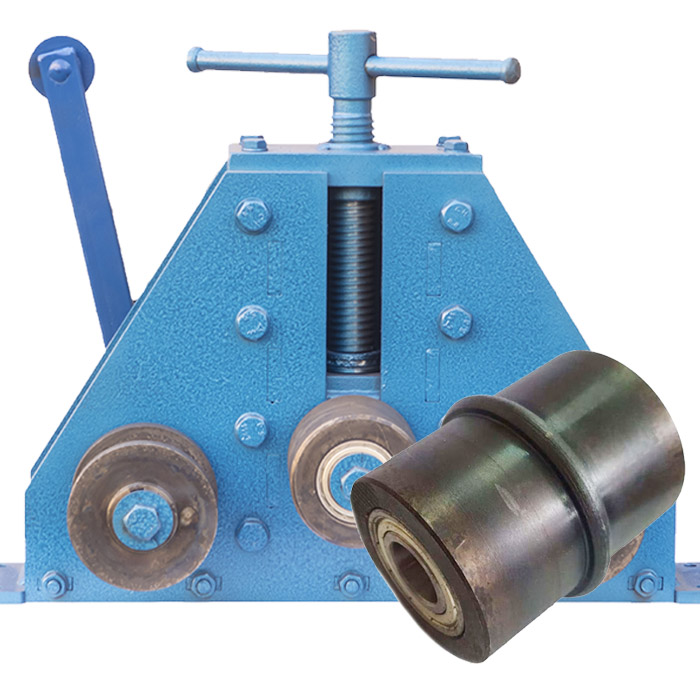
Станина сварной конструкции предназначена для компоновки узлов станка. На передней части станины установлено съемное ограждение для обслуживания электроаппаратуры. Привод станка состоит из электродвигателя 1 на валу которого установлен ведущий шкив 2.